 十年專注五金非標定制件加工及微孔加工
十年專注五金非標定制件加工及微孔加工來圖來樣一站式配套方案
十年專注五金非標定制件加工及微孔加工日期:2022-04-13 編輯:富泰鑫五金 閱讀: 544
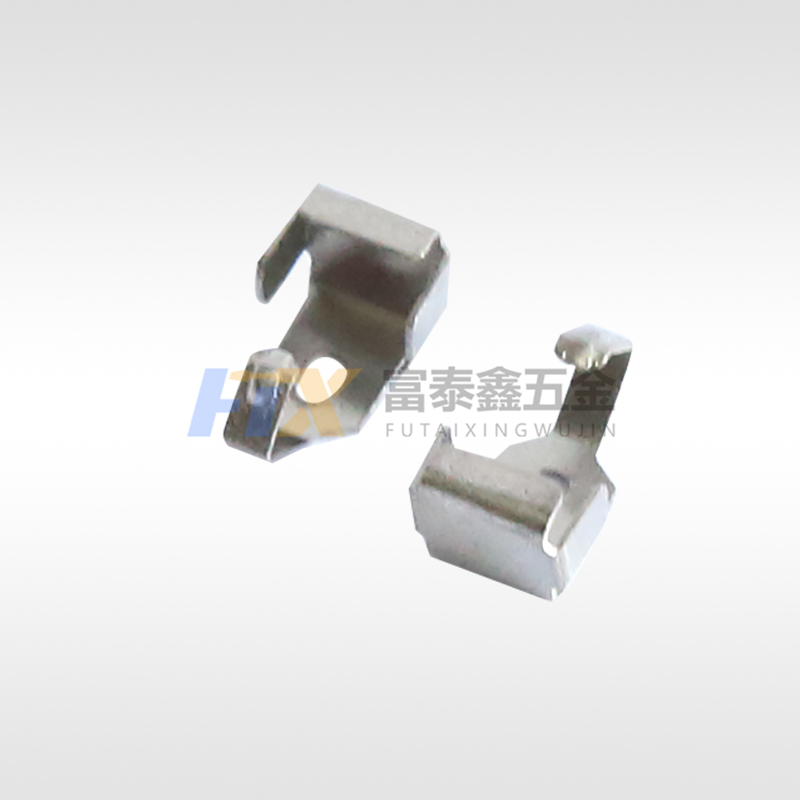
微孔加工是傳統的加工行業中是屬于較難的技術,需要在一些較小的零件上進行大面積的打孔,而且還有精度要求,孔大小要對稱,這也是比較考驗技術的。
在微孔加工的切削過程中,工件在切削力的作用下,在力的反方向產生彈性變形。這個工具的變形,刀具要保持鋒利,加工,可減少刀具和工件之間的摩擦,而且還可以提高刀具的散熱能力和減少對工件的內應力。

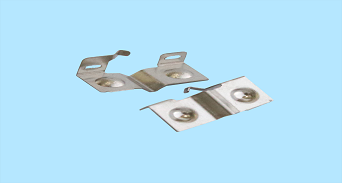
在薄壁零件的車削加工過程中,合理切削角度的旋轉力、熱變形和工件表面的微觀質量至關重要。刀具前角的大小將影響切削變形和刀具前角的銳度。前角大,切削變形小,摩擦小,前角不能大。它易于減小刀具的楔角,提高刀具的強度,減少刀具的散熱,加速刀具的磨損。
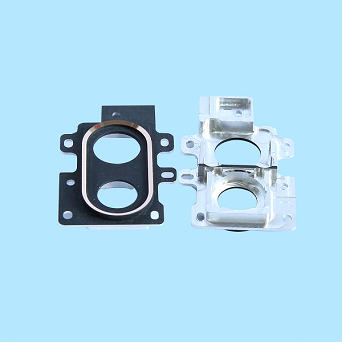
在微孔加工中,刀具與工件之間的摩擦會產生熱量。這種熱量會導致工件變形。,在許多情況下,切割是一種選擇。在這個過程中,芯片在短時間內被移除。切削熱主要是去除切屑,可以有效地減少工件的熱變形。其次,在加工過程中,減少切削層和零件變形可以軟化零件,這對保證零件尺寸和形狀的精度有很大幫助。
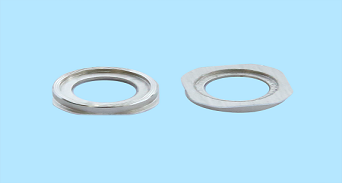
微孔加工中為了保證零件的精度要合理使用切削量的另一個重要因素。當精密薄壁零件需要進行微孔加工,精度要求高,對稱加工一般是用于相對兩個表面產生一個平衡的應力,穩固狀態后可使工件進行光滑處理,得到更高的精度和孔之間的對稱程度。


 網站首頁
網站首頁
 電話咨詢
電話咨詢